|
|
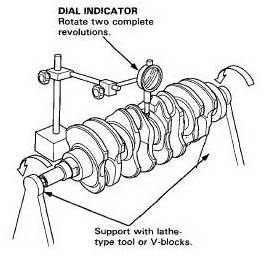
1) INSPECCION DEL CIGUEÑAL
1-a) Alineamiento de las bancadas / Excentricidad (Journal Alignment)
Medir la excentricidad de las cinco bancadas para estar seguro que el cigueñal no se encuentra curvado. Girar el cigüeñal dos vueltas completas.
La diferencia de medidas entre cada una de las cinco bancadas no deberá ser mayor a la del SERVICIO LIMITE.
D-Series
Standard (New) = 0.015mm (0.0006") max.
Límite de servicio = 0.030mm (0.0012")
B-Series
Standard (New) = 0.02mm (0.0008") max.
Límite de servicio = 0.03mm (0.0012")
F-Series
Standard (New) = 0.03mm (0.001") max.
Límite de servicio = 0.04mm (0.002")
H-Series
Standard (New) = 0.03mm (0.001") max.
Límite de servicio = 0.04mm (0.002")
K-Series
Standard (New) = 0.03 mm max.
Límite de servicio = 0.04 mm.
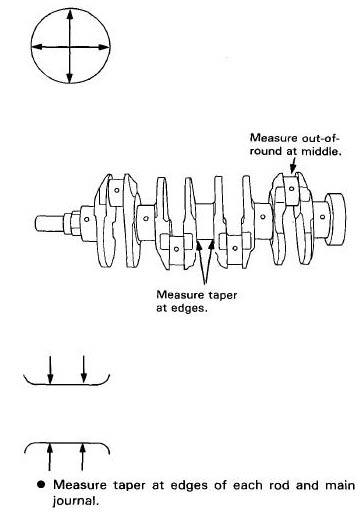
1-b) Circunsferencia / Fuera de redondez (Journal Out-of-round)
Se deberán tomar dos medidas en el medio de c/bancada y de c/muñon, a 90º una de otra.
La diferencia de medida en cada bancada no deberá superar el SERVICIO LIMITE.
D-Series
Standard (New) = 0.0025mm (0.0001") max.
Límite de servicio = 0.010mm (0.0004")
B-Series
Standard (New) = 0.004mm (0.0002") max.
Límite de servicio = 0.006mm (0.0003")
F-Series
Standard (New) = 0.05mm (0.001") max.
Límite de servicio = 0.06mm (0.002")
H-Series
Standard (New) = 0.004mm (0.0002") max.
Límite de servicio = 0.006mm (0.0003")
K-Series
Standard (New) = 0,005 mm max.
Límite de servicio = 0,010 mm.
1-c) Conicidad / Inclinación (Journal Taper)
Aqui se mide sobre ambos bordes de cada bancada/muñon.
La diferencia entre las medidas de cada bancada no deberá superar el SERVICIO LIMITE.
D / B / K-Series
Standard New = 0.005mm (0.0002") max.
Límite de servicio = 0.010mm (0.0004")
F / H-Series
Standard New = 0.005mm (0.0002") max.
Límite de servicio = 0.006mm (0.0003")
Ilustración para CIRCUNFERENCIA y CONICIDAD
Si estas tres condiciones estan dentro de los límites de servicio, indicando que NO es necesario el recambio del cigueñal ni ningún tipo de maquinado, pasamos entonces a la medición final.
Referirse al Manual de Taller HELMS propio de cada modelo para obtener los diámetros nominales de bancadas y muñones. "Standard and Service Limits - Engine Bloc
2) CIGUEÑAL BAJO ESPECIFICACION STANDARD
Este paso es innecesario si el conjunto block-cigueñal no es el "par" original de fábrica ó si el cigueñal ya fué rectificado. La razón es OBVIA.
Como ya fué destacado, Honda ofrece 7 colores que se traducen en ESPESORES de metales dentro de su medida STANDARD, con infimas diferencias en milésimas de medida entre una y otra:
Metales de BANCADA (Main Bearing) espesor por color
Blue= 2.013-2.010 mm (0.0793”- 0.0791”)
Black= 2.010-2.007 mm (0.0791”- 0.0790”)
Brown= 2.007-2.004 mm (0.0790”- 0.0789”)
Green= 2.004-2.001 mm (0.0789”- 0.0788”)
Yellow= 2.001-1.998 mm (0.0788”- 0.0787”)
Pink= 1.998-1.995 mm (0.0787”- 0.0785”)
Red= 1.995-1.992 mm (0.0785”- 0.0783”)
Metales de BIELA (Rod Bearing) espesor por color
Blue= 1.510-1.507 mm (0.0594”- 0.0593”)
Black= 1.507-1.504 mm (0.0593”- 0.0592”)
Brown= 1.504-1.501 mm (0.0592”- 0.0591”)
Green= 1.501-1.498 mm (0.0591”- 0.0590”)
Yellow= 1.498-1.495 mm (0.0590”- 0.0589”)
Pink= 1.495-1.492 mm (0.0589”- 0.0587”)
Red= 1.492-1.489 mm (0.0587”- 0.0586”)
De esta manera, con la diversidad de combinaciónes de colores/espesores de cojinetes se consigue un mejor rango de posibilidades de ajuste de luces de lubricación individual por bancada, obteniendo así una equanime PRESION y distribución de ACEITE en bancadas y bielas.
En el escenario opuesto, cuando este equilibrio no se cumple, el aceite fluirá en forma dispar, con mayor abundancia por las bancadas y bielas más "sueltas" y en menor volumen por las más "ajustadas".
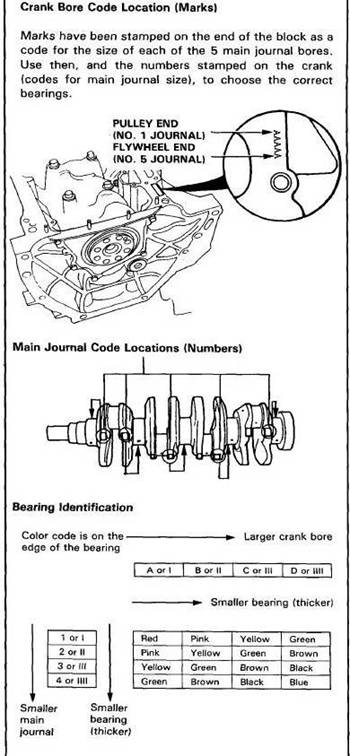
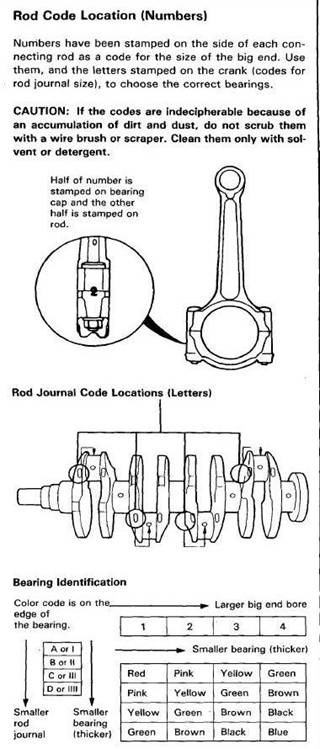
2.a) IDENTIFICANDO Y SELECCIONANDO LOS COJINETES
Anteriormente comentaba que Honda clasifica y estampa las bancadas del block, el cigueñal y las bielas, en tolerancias escalonadas que permite por referencia cruzada, determinar el espesor de cojinete apropiado.
-Localizar las marcas en el cigueñal, block y bielas. Estas marcas se pueden encontrar estampadas como letras, números ó barras:
A=I
B=II
C=III
D=IIII
1=I
2=II
3=III
4=IIII
5=IIIII
6=IIIIII
Metales de BANCADA (Main Bearings):
Las letras/barras se encuentran en el block y los números/barras en el cigueñal. Con la lectura conjunta de ambos datos conseguimos la referencia de color.
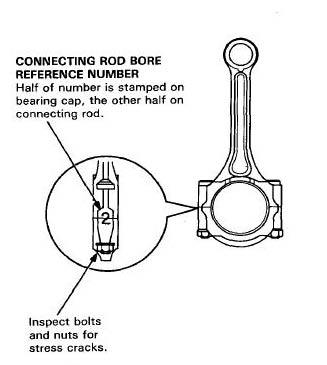
Metales de BIELA (Rod Bearings):
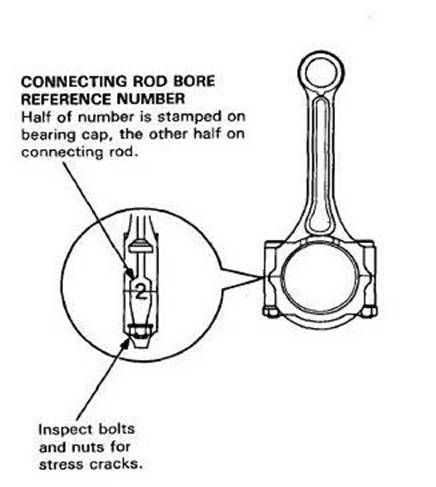
Las letras/barras se encuentran en el cigueñal y los números/barras en las bielas (mitad en la biela y mitad en el cap), idem procedimiento anterior.
En resumen:
-Encontrar las marcas en el cigueñal en cada uno de sus contrapesos.
-Encontrar las marcas en el block estampadas del lado del volante (flywheel).
-Localizar números en bielas.
Una vez localizadas las marcas:
METALES DE BANCADA
Las letras en el block deben leerse de izquierda a derecha (desde el lado de la polea hacia el lado del volante), son cinco letras (ABCDA) en cualquier combinación desde la "A" a la "D".
Cada letra representa a cada una de las 5 bancadas. Luego es necesario obtener la marca en cada uno de los contrapesos del cigueñal.
Tenemos 2 contrapesos por biela, que vienen siendo 8 en total. Si numeramos los contrapesos partiendo del primero correspondiente al más cercano a la bomba de aceite, encontraremos las marcas de referencia aplicables para seleccionar la medida de los metales de BANCADA en los contrapesos #1 (1º bancada), #2 (2º bancada), #4 (3º bancada), #6 (4º bancada), #8 (5º bancada). Ver ilustración:
METALES DE BIELA
Como comenté anteriormente, las marcas ó números en las bielas se necuentran estampados en la parte frontal, mitad en la biela y mitad en la tapa del cojinete "bearing cap" (ver ilustración)
Para complementar el código, debemos tomar lectura de las marcas de los contrapesos. Manteniendo la lógica anterior, obtendremos las refencias para seleccionar los metales de BIELA en los contrapesos #1 (1º muñon), #3 (2º muñon), #5 (3º muñon), #7 (4º muñon). Ver ilustración
2.b) BUSCANDO LA MAYOR PRECISION
Este procedimiento NO es necesario salvo que:
- Nuestra intención sea llegar a la mayor exactitud/precisión de luz de lubricación posible.
- En el caso que el cigueñal se haya rectificado a la medida siguiente y se utilicen metales sobre-medida.
Siempre chequear los códigos de colores OEM que pide nuestro conjunto antes de ordenar los metales, como asi tambien si el cigueñal se encuentra en tolerancia.
Para calcular la luz de metales actual utilizamos la siguiente fórmula:
BC = IDBT – ODC – (2 x BT)
BC= bearing clearence (luz de metal)
IDBT = inside diameter of bearing tunnel (diámetro interno del tunel de bancadas ó del ojo mayor de la biela que aloja los metales)
ODC = outside diameter of crank journal (diámetro del apoyo del cigueñal ó muñon)
BT = bearing thickness (espesor del metal)
Luz de lubricación entre los apoyos y los cojinetes de bancada
PROCEDIMIENTO
Para comprobar la holgura ó luz de lubricación entre los cojinetes de bancada y los apoyos del cigüeñal, debemos desmontar el bloque inferior y los semi-cojinetes de bancada.
Limpiar cada apoyo y cada semicojinete con un paño de taller limpio.
Para proceder con la medición, necesitamos utilizar una tira de plástico de calibración (plastigauge) en cada apoyo del cigüeñal.
Debemos instalar nuevamente los cojinetes y el bloque inferior apretando los tornillos con un torque en la secuencia apropiada. (ver manual Helms correspondiente al modelo)
D12,D13,D15,D16A = 1er paso a 25N.m (2.5kgf.m / 18lbs.ft.) 2do paso 45 N.m (4.5 kgf.m)
D16Z6 = 1er paso a 25N.m (2.5kgf.m / 18lbs.ft.) 2do paso 52 N.m (5.2 kgf.m)
B16A = 1er paso a 25N.m (2.5kgf.m / 18lbs.ft.) 2do paso 78 N.m (7.8 kgf.m)
F20B / F22B = 1er paso a 25N.m (2.5kgf.m / 18lbs.ft.) 2do paso 74 N.m (7.4 kgf.m, 54lbs.ft)
H22A4 = 1er paso a 25N.m (2.5kgf.m / 18lbs.ft.) 2do paso 74 N.m (7.4 kgf.m, 54lbs.ft)
K20Z3 = 29 N.m (3.0 kgf.m) + 56°
Si las mediciones con el plástico de calibración resultan demasiado anchas o demasiado estrechas, deberemos comenzar nuevamente desmontando el bloque y los cojinetes.
Instalar un cojinete nuevo completo con el mismo código de color y volver a comprobar su holgura.

EL CLIENTE QUE SE VA POR PRECIO, VOLVERÁ POR SERVICIO

Si el plástico de calibración sigue indicando que la luz está incorrecta, utilizaremos un cojinete mayor o menor (del color anterior o posterior al mismo en la relación).
Comprobamos nuevamente la luz de lubricación con el plastigauge.
Estos pasos deberán repetirse hasta encontrar el ajuste específico con la presición deseada.
Si no se puede conseguir la luz correcta utilizando los cojinetes mayores o menores standard, deberemos sustituir el cigüeñal ó, contradiciendo las reglas del buen arte, rectificarlo a la medida siguiente.
Especificaciónes:
D-Series
D12 / D13 / D15
Bancada # 1-5
Standard (New) = 0.018-0.036mm
Bancada # 2-3-4
Standard (New) = 0.024-0.042mm
Límite de Servicio = 0.050mm
D16Z6 / D16A
Bancada # 1-5
Standard (New) = 0.018-0.036mm
Bancada # 2-4
Standard (New) = 0.024-0.042mm
Bancada # 3
Standard (New) = 0.030-0.048mm
Límite de Servicio = 0.050mm
B-Series
B16A
Bancada # 1-2-4-5
Standard (New) = 0.024-0.042mm
Bancada # 3
Standard (New) = 0.030-0.048mm
Límite de Servicio = 0.060mm
F-Series
F20B / F22B
Bancada # 2
Standard (New) = 0.021-0.045mm
Límite de Servicio = 0.060mm
Bancada # 3
Standard (New) = 0.025-0.049mm
Límite de Servicio = 0.055mm
Bancada # 1-4
Standard (New) = 0.013-0.037mm
Límite de Servicio = 0.050mm
Bancada # 5
Standard (New) = 0.009-0.033mm
Límite de Servicio = 0.040mm
H-Series
H22A4
Año 1997:
Diámetro nominal de bancada = 50mm
Bancada # 1-2
Standard (New) = 0.021-0.045mm
Límite de Servicio = 0.050mm
Bancada # 3
Standard (New) = 0.025-0.049mm
Límite de Servicio = 0.055mm
Bancada # 4
Standard (New) = 0.013-0.037mm
Límite de Servicio = 0.050mm
Bancada # 5
Standard (New) = 0.009-0.033mm
Límite de Servicio = 0.040mm
Año 1998-2001:
Diámetro nominal de bancada = 55mm
Bancada # 1-4
Standard (New) = 0.024-0.037mm
Límite de Servicio = 0.050mm
Bancada # 2
Standard (New) = 0.021-0.045mm
Límite de Servicio = 0.050mm
Bancada # 3
Standard (New) = 0.0253-0.049mm
Límite de Servicio = 0.055mm
Bancada # 5
Standard (New) = 0.009-0.033mm
Límite de Servicio = 0.040mm
K-Series
K20Z3
Bancada # 1-2-4-5
Standard (New) = 0.017-0.041mm
Límite de Servicio = 0.050mm
Bancada # 3
Standard (New) = 0.025-0.049mm
Límite de Servicio = 0.055mm
Luz de lubricación entre la biela y muñon del cigüeñal
Cada una de las bielas son ordenadas en uno de cuatro rangos de tolerancia, desde 0 a 0.024mm, en 0.006mm de incremento.
Luego son estampadas del número 1 al 4 indicando dicha tolerancia:
1 = 0.001-0.006mm
2 = 0.007-0.012mm
3 = 0.013-0.018mm
4 = 0.019-0.024mm
NOTA IMPORTANTE - BIELAS NON-HONDA:
Las bielas aftermarket marca EAGLE "ESP" forjadas, se encuentran en el rango de especificación equivalente al #2 OEM (0.007-0.012mm).
El resto del mercado se encuentran dimensionadas al equivalente #3 OEM (0.013-0.018)
ATENCION!
Un detalle muy importante que no se comentó.
A diferencia de las bielas stock, las bielas Eagle carecen de las flechas que indican la posición con respecto a la distribución.
No es extraño encontrarse con gente que erroneamente asume que si no tiene marca, entonces la biela puede ir en cualquier posición. MAL, 50% de probabilidad de colocarla al revés.
Cada biela tiene una caladura donde se inserta la traba del metal. La traba en el metal tiene una forma triangular, como si fuera una naríz.
Lo correcto es que la parte frontal recta de la traba quede mirando en sentido contrario al giro del motor.
Si en su defecto, queda mirando en el mismo sentido de giro del motor....tarde o temprano el metal va a girar.
PROCEDIMIENTO
Retirar la tapa de la biela y su mitad de cojinete.
Limpiar el muñon del cigüeñal y el semicojinete de biela con un paño de taller limpio.
Colocar una tira de plástico de calibración sobre el muñon. Volvemos a instalar el semicojinete y la tapa, y apretamos los tornillos al torque recomendado (ver especificaciónes) .
Retiramos la tapa de la biela con su semicojinete y medimos la parte más ancha del plástico de calibración.
Procedemos de la misma manera que con los cojinetes de bancada
Especificaciónes:
D-Series
D12 / D13 / D15 / D16
Standard (New) = 0.020-0.038 mm.
Límite de servicio = 0.05 mm
Diámetro interior nominal de la biela
D12B / D13B = 43.0mm
D15B / D15Z = 45.0mm
D16A / D16Z = 48.0mm
Torque = 32 N.m (3.2 kgf.m, 23 lbs.ft.)
B-Series
B16A
Standard (New) = 0.032-0.050 mm.
Límite de servicio = 0.06 mm
Diámetro interior nominal de la biela = 48.0mm
Torque = 41 N.m (4.1 kgf.m, 30 lbs.ft.)
F-Series
F20B
Standard (New) = 0.015-0.043 mm.
Límite de servicio = 0.05 mm
Diámetro interior nominal de la biela = 48.0mm
Torque = 32 N.m (3.3 kgf.m, 24lbs.ft)
F22B
Standard (New) = 0.021-0.0490 mm.
Límite de servicio = 0.06 mm
Diámetro interior nominal de la biela = 51.0mm
Torque = 46 N.m (4.7 kgf.m, 34lbs.ft)
H-Series
H22A4
Standard (New) = 0.027-0.045 mm.
Límite de servicio = 0.06 mm
Diámetro interior nominal de la biela = 51.0mm
Torque = 46 N.m (4.7 kgf.m, 34 lbs.ft.)
K-Series
K20Z3
Standard (New) = 0.032-0.066 mm.
Límite de servicio = 0.077 mm
Diámetro interior nominal de la biela = 51.0mm
Torque = 29 N.m (3,0 kgf.m) + 90°
Bielas Aftermarket (EAGLE, SCAT, CARRILLO, CROWER) = 0.038-0.043mm
Los tornillos de biela ARP 2000 (5/16") se torquean a 28 ft.lbs. con 0.12-0.13mm de estiramiento.
Se sugiere iniciar el torqueo con 15 ft.lbs. para acentar correctamente el cojinete, luego aflojar unos 5 ft.lbs. para finalmente torquear hasta conseguir el estiramiento recomendado.
|
|























Fazermotos@hotmail.com
Ciudad Autónoma de Buenos Aires - ARGENTINA
Telefono contacto:
11-5995-5100
Mensaje texto
Llamada
Whatsapp
Horario de
atención:
Lunes
a viernes de 14:00 a 19:00 Hs.
|

